无尘粉碎系统 脉冲式气流混合系统 自动提升料斗混合机 无尘投料站 吨袋卸料机 真空输送设备 计量分装机 CIP清洗单元 代理设备—干法制粒机
LD体育在线·(中国)官方网站 > 新闻动态 > 公司动态 > 浏览文章
摘要:近年来,随着低值大宗氨基酸产品产业逐渐向发展中国家转移,我国已成为世界氨基酸发酵产业大国,氨基酸需求量不断增加,应用范围不断拓展。由于氨基酸发酵属于技术密集型产业,涉及的化工单元操作比较多,因此,保证关键工艺参数的可控性和重现性对连续自动化生产至关重要。为了提高发酵过程分析和控制水平,提高产品产率和转化率,采用基于化学计量学的近红外光谱技术的分析过程,建立一个稳定、可靠的氨基酸发酵过程预测模型,实时监测发酵过程中各参数的浓度,为氨基酸发酵生产过程优化与自动化控制奠定了理论基础。
关键词:近红外光谱;化学计量学分析;氨基酸发酵;预测模型
一、引言
近年来,随着低值大宗氨基酸产品产业逐渐向发展中国家转移,我国已成为世界氨基酸发酵产业大国,氨基酸需求量不断增加,其应用范围不断拓展。当前,发酵过程分析的重点问题是及时地自动监测各大关键工艺参数,对数据的最终结果进行统计、整理、分析,同时要反映出实际控制工艺的整体操作环节,切实保障批次之间的控制工艺能够统一,产品的品质无可挑剔,降低废品出现的可能性,节省劳动力方面的支出以及避免人力所导致的误差,落实及时化的产品通过几率,大大缩减整体生产周期,这将更有益于工艺优化以及交接。近年来,近红外光谱技术广泛地应用在发酵领域的诸多方面,主要集中在发酵底物和终产品的检测方面,而应用于发酵过程监测和自动控制的研究基本处于空白。
(一)氨基酸发酵产业
氨基酸发酵产业归根结底来说属于技术密集型产业,它所触及的化工单元操作极为繁多,西方发达国家以往常用的间断型非持续化的制造方法已逐步被替换为效率显然更优化的连续化自动生产方法。国内的氨基酸产业在控制技术层面上一般表现得较为滞后,制造阶段依然将人力控制作为常有的方式,电脑技术的运用起始时间相对比较晚,普及率也极为一般。针对氨基酸发酵这一问题来说,明确保障关键工艺参数本身的可操控特性以及重现特性对于连续化自动生产而言极为必要。氨基酸发酵的整体过程的要点大体上被归纳为如下内容:
第一,在各方面始终坚持纯培养,包括设备、培养液以及空气灭菌处理:对于发酵的整体过程而言,不管是属于分批次的发酵还是连续性的发酵,其第一大准则就是在实操进行期间内一定要坚持纯培养,唯有坚持这一点方能确保常规化的生产过程,氨基酸发酵亦不能区别对待。
第二、对发酵过程实施整体的控制,比如pH、温度、通气以及消泡沫:对发酵过程实施控制的目的是要令其保障菌体能够用最佳速度发育,并实现其产物的无异常化合成[1]。发酵过程从根本上能够划分成两个重要的阶段:一个是生长期(即从细胞初始化地生长直至指数生长完为止),一个是生产期(即指数生长完直到细胞开启代谢过程并累积了氨基酸为止)。
第三、产物的形成(溶氧以及代谢):氨基酸的发酵其实是消耗氧气的一个过程,因此,产物生产和溶氧之间有着极大的关联[2],诸如此类的氨基酸发酵过程避免不了地需要足量的氧气,使其符合细胞呼吸的条件,发酵液所具有的溶氧压力则必须要维持在0.0003的大气压以上方可获得高产量。
(二)近红外光谱分析技术
近红外光谱分析技术(Near Infrared Spectroscopy)作为“绿色检测技术”克服了传统分析方法检测速度慢、样品处理步骤复杂等缺点,被广泛应用于制药、食品、石油化工等领域。该技术可根据有机物含氢基团(主要包括C-H,N-H,O-H,S-H)对近红外光谱吸收的差异区分不同物质并测定其浓度。NIR光谱仪拥有多种检测终端,如光纤探头、液体流通池、积分球等,可以采用透射(透反射、漫透射)、反射(漫反射)等检测方法进行测定。NIR测定对样品要求简单,可以直接测定(一般不进行预处理或者简单预处理,如除气和过滤等),且测定速度快,可以进行多理化参数同时分析,结果可靠,非常适合生产中的PAT要求[3]。NIR光谱技术在生物发酵应用场景整体组成如图1所示。
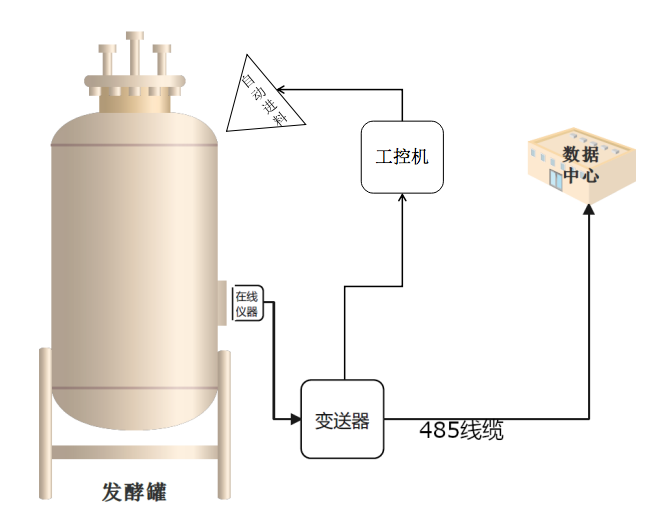
图1 NIR光谱技术在生物发酵应用场景
二、基于化学计量学的近红外光谱技术分析
基于化学计量学的近红外光谱分析的基本信息流程处理环节主要有:多元信息采集,多元数据关键特征提取及多元数据建模。根据不同环节在预测模型性能中的作用,主要有以下几种技术分析方法。
(一)数据采集
样本数据采集是近红外建模分析的第一步,对预测模型关系信息和范围信息起决定性作用。实际信息采集过程通常包括三个环节:代表性样本选择、光谱信息测量和参比值测量。因此,从以下几个方面进行数据采集方法的介绍。
1、选择代表性样品
选择具有一定范围的样品类型信息,其中样品的化学范围信息构成参比值的结构范围,浓度成分范围和物理空间范围分别构成样品的浓度范围和空间范围。简单说,就是选择样品时需要同时考虑深度和纵度,其中深度表示参比值的大小范围,纵度则表示相同浓度下不同产地或产区样品的数目。
2、测定光谱数据
建模数据集中通常包含确定信息和不确定信息,其中确定信息是预测模型关联中对应于参比值的光谱特征,其可靠程度决定了预测模型的准确度和精确度。确定信息测量一般需要考虑仪器校正、预热、样品摆放、光纤是否损坏、灯源(特指卤钨灯)是否有效等等,而不确定信息一般是指光谱数据集中各样品光谱测定所用的仪器参数、进样参数与环境参数等可能变动的信息,这些不确定信息的变动范围决定了预测模型应对样品光谱测量时的应变能力,即决定了预测模型的稳健性。
3、测定参比值
所有光谱定量分析预测模型的基础是建立光谱变量和参比值之间的关系预测模型,但是近红外属于间接测量,其参比值通过标准物样品的真值获得,而实际分析过程中则通常是采用标准方法测定建模样品中的样品参比值,不同实验人员的操作规范性、实验环境以及仪器的校正使用都对分析结果产生随机误差和系统误差,导致获取的参比值通常含有误差。
(二)数据处理与关联分析
实验获取的近红外光谱数据在建模之前需要进行预处理,目的是提高数据质量;然后,进行特征工程以压缩信息规模,进而提高信息表征能力;最后,基于化学计量学建模分析预测模型。
1、 数据预处理
数据预处理包括很多方面,譬如异常样本剔除、光谱背景校正、去噪、样本范围确定以及样品参比值正态分布检验。首先,需要考虑异常样本剔除问题,通常来说,光谱吸光度、参比值偏大或偏小的一般属于异常样本,如果两者同时偏大或偏小,则有可能是异常样本,也有可能是范围边缘样本,此时需要谨慎对待;然后,对剔除异常样本的数据进行光谱预处理,主要有归一化、移动窗口平滑、 SavitZky-Golay(SG)卷积平滑、 SG求导、标准正态变量校正(SNV)和多元散射校正(MSC)等[4-9],下一步根据文献确定分析变量的范围,最终确定建模样本。
2、数据特征工程
预处理后的光谱数据维度较高,无法直接进行建模分析,需要进行变量的特征工程处理确定特征变量。特征工程泛指从数据中提取需要的特征变量,现有的方法主要有偏 最 小 二 乘 (Partialleast Squares, PLS)、主 成 分 分 析 (Principal Component Analysis,PCA)、线性 判 别 分 析 (Linear Discriminant Analysis,LDA)、正交线性判别分析(Orthogonal Linear Discriminant Analysis,OLDA)等不同方法[10-12],针对不同的对象可采用合适的方法。其中,PCA是目前应用范围较广的分析方法之一,但是其解释性较弱,现在也有应用卷积神经网络和循环神经网络做近红外光谱分析的,结果通常比较漂亮,但是很难用数学去表达其处理过程。
3、建模与模型应用
近红外预测模型的最后一步是建模分析及应用,其中建模过程是指建立特征和参比值矩阵的关联模型,分为线性和非线性方法,对于基于仪器的预测模型而言,所有的工作都集合在一起,整个过程全部都按照设定程序执行;对于预测模型应用,通常需要确定分析样品光谱是否在分析范围之内。
按照上述思路,基于化学计量学近红外光谱分析的基本技术思路是:建立与应用容变性的关系模型,以解决光谱变动对分析结果的影响。其中,容变性模型是指关系模型的关系可靠性与模型分析范围的容变性,即前面所述的关系信息和范围信息。由图2可知,相比于常规光谱分析,近红外光谱分析过程在建立关系模型的同时,也需要采集与处理模型范围信息,并根据分析结果进行反向优化模型结构和模型参数等,实现模型优化。
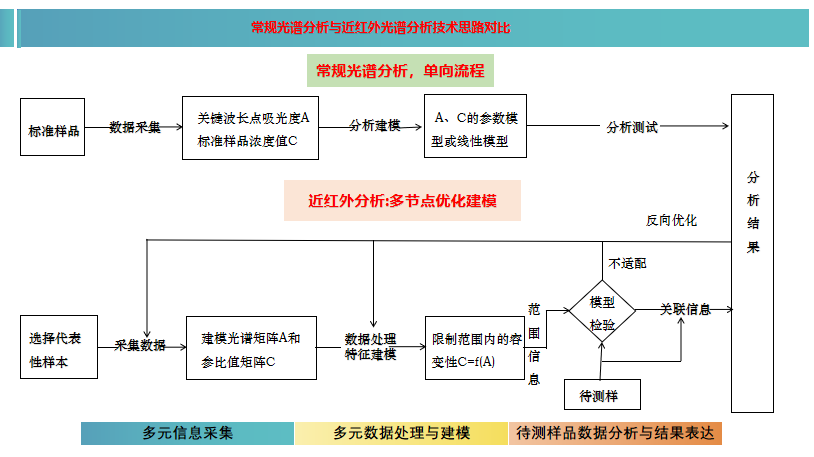
图2 常规光谱分析与近红外光谱分析技术思路对比
三、近红外光谱技术在氨基酸发酵过程应用
(一)近红外光谱对色氨酸发酵L-色氨酸质量浓度定量分析预测
文献[13]提出将偏最小二乘算法(PLS)L-色氨酸近红外光谱预测模型作为实验参考对象;采用Tensor37傅里叶近红外分析仪采集发酵液近红外光谱L-色氨酸样本,采用11种预处理方法处理,选择不同预处理下最合适波数范围,结合PLS算法以及的条件下建立最优L-色氨酸浓度定量分析预测模型。表1展示了不同光谱预处理方式对应的预测模型性能评估指标结果值。
表1 不同光谱预处理条件下的L-色氨酸浓度最优模型

从表1可知,最终选择模型的构建方法为:预处理方法为二阶导数,波数范围为6101.8-5450cm-1,再结合偏最小二乘算法建立校正模型。二阶导数可以消除由于气泡、细胞的悬浊物存在所引起的基线漂移,加强光谱的微小差异。
(二)近红外光谱对谷氨酸发酵乳酸质量浓度定量分析预测
文献[14]采用近红外光谱技术结合偏最小二乘的方法建立并优化谷氨酸温度敏感突变株发酵过程中乳酸浓度预测模型。首先,采用近红外分析软件OPUS7.0分别在全图谱和波数为6000-8000 cm-1条件下利用原始光谱和不同光谱预处理方式,建立和优化发酵液中乳酸浓度校正模型,所得各模型参数如表2所示。
表2 不同光谱预处理和波数范围条件下乳酸浓度最优模型

从表2可知,作为评价模型的重要指标,RMSECV值越小,说明所建模型的预测能力越强;对全图谱范围及不同预处理条件下各模型RMSECV值分析后可知,当预处理为1st+SNV时RMSECV值、RPD值以及决定系数(R2)分别为0.822g/L、3.5和0.753,优于其他模型;而在波数为6000-8000cm-1范围内,预处理为1st+SNV时RMSECV值最小(0.544g/L),说明全图谱中含有大量噪音,对模型有一定影响,而在6000-8000cm-1范围内有利于提取光谱有效信息,适合模型的建立。表3展示了在光谱预处理为1st+SNV条件下,选择不同波数范围进一步优化乳酸浓度校正模型各项参数结果。
表3 1st+SNV条件下不同波数范围对乳酸浓度模型的影响
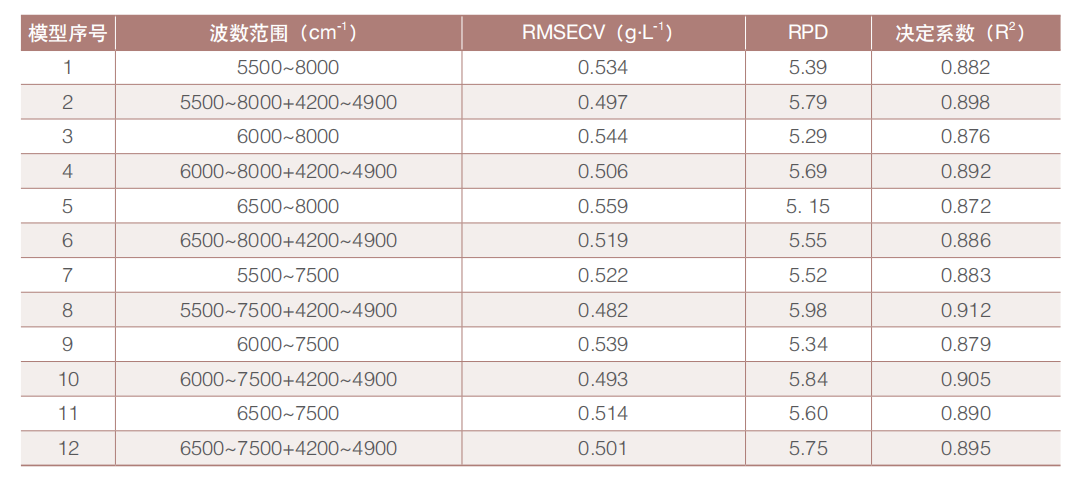
从表3可知,模型28中RMSECV值(0.482g/L)低于其他模型,R2为0.912,较模型18有所提高。因此,5500-6000cm-1和4200-4900cm-1两个特征区域所蕴含的有效信息有利于模型优化。因此,结合偏最小二乘的方法,在光谱预处理为一阶导数+矢量归一化(1st+SNV)、波数为5500-7500cm-1+4200-4900cm-1条件下获得最优乳酸浓度预测模型。
(三)近红外光谱对异亮氨酸发酵异亮氨酸质量浓度定量分析预测
文献[15]提出利用近红外分析仪和相关近红外软件,建立谷氨酸棒杆菌发酵过程中异亮氨酸质量浓度的近红外预测模型;采用近红外分析软件OPUS7.0,分别在全波长和7400-9100cm-1波数范围内选择原始光谱和不同光谱预处理的方法,建立异亮氨酸质量浓度PLS最优校正模型,模型各项参数结果如表4所示。
表4 不同光谱预处理的异亮氨酸质量浓度模型

由表4可知,在相同光谱预处理条件下7400-9100cm-1波数范围内所建立模型RMSECV值均小于全波长;当光谱预处理为减去一条直线时,相比其他预处理RMSECV值最小为1.73g/L,决定系数达到0.997,因此,结合偏最小二乘法,在波数为7400-9100cm-1,减去一条直线作为光谱预处理的条件,获得异亮氨酸质量浓度最优近红外近红外预测模型。
四、近红外光谱技术应用前期与展望
近红外光谱技术在氨基酸发酵过程中以物质浓度预测模型为基础,可以结合代谢网络定量分析结果、分析菌体生长、产物合成和基质消耗的动力学特征,以温度、PH值、搅拌转速及溶解氧浓度等环境变量为状态变量,以底物、重要中间代谢物及目标产物等生化指标变量为证据变量,基于合适时间单位对不确定性、非线性的发酵过程进行实时建模。为了更好的检测氨基酸发酵过程中底物消耗、产物积累等数据,基于化学计量学可以逐步建立和调整获得最优化的氨基酸发酵过程参数模型数据库;在发酵过程中引入近红外光谱技术可以提高生产过程可控性,实现生产的连续化,降低成本、提高生产效率,使得产品更加符合GMP要求。
参考文献:
[1]王志仁.氨基酸发酵[J].发酵科技通讯,1981(2):002.
[2]谢微.含氧化合物红外光谱信息特征的研究[D].四川大学,2006.
[3]严衍禄,编.近红外光谱分析基础及应用[M].北京:中国轻工业出版社,2005.
[4] BAITie-cheng,WANGTao,etal.Spectroscopy and Spectral Analysis,2019,39(4):1323-1328.
[5] Anastassia Baxevani,Krzysztof Podgorski.Communications in Statistics-TheoryandMethods,2018,13(2):448.
[6] NikonovA V,Davletshin R V,Iakovleva N I,etal.Journal of Communications Technology and Electronics,2017 on conversion(9):1048.
[7] Tong Peijin,Dua Yiping,Zheng Kaiyi,etal.,Chemometrics and Intelligent Laboratory Systems,2015,143:40.
[8] Li Wenbing,Lu Jidong,Dong Meirong,etal.Energy& Fuels,2018,32(1):24.
[9]Taddeuccia T N,Haighta R C,Leea H Y,etal.Nuclear Data Sheets,2015,123:135.
[10] Mendes T O Junqueira G M A,Porto B L S,etal.JournalofRamanSpectroscopy,2016,47(6):692.
[11] Konstantinos E Parsopoulos,Michael N Vrahatis.Particle Swarm Optimization and Intelligence.1 sted.Hershey,New York:Informa-tion Science Reference,2010.
[12] Qin H,Ma J Y,Chen S J,etc.Infrared Technology,2015,1(37):78.
[13]郭宇飞,苏毅,徐庆阳.基于近红外检测技术建立发酵过程中L-色氨酸浓度预测模型[J].生物技术通讯,2016(3).
[14]桂勇利,等.基于近红外技术谷氨酸发酵过程中乳酸浓度预测模型的建立[J].食品与发酵工业,2014(8).
[15]郭宇飞,石拓,徐庆阳.异亮氨酸发酵过程中浓度近红外预测模型的建立[J].发酵科技通讯,2017(3).
copyright©LD体育在线·(中国)官方网站 京ICP备11028470号-3
